Indukcyjne lutowane złącze mosiężne w panelu słonecznym z grzałką indukcyjną IGBT
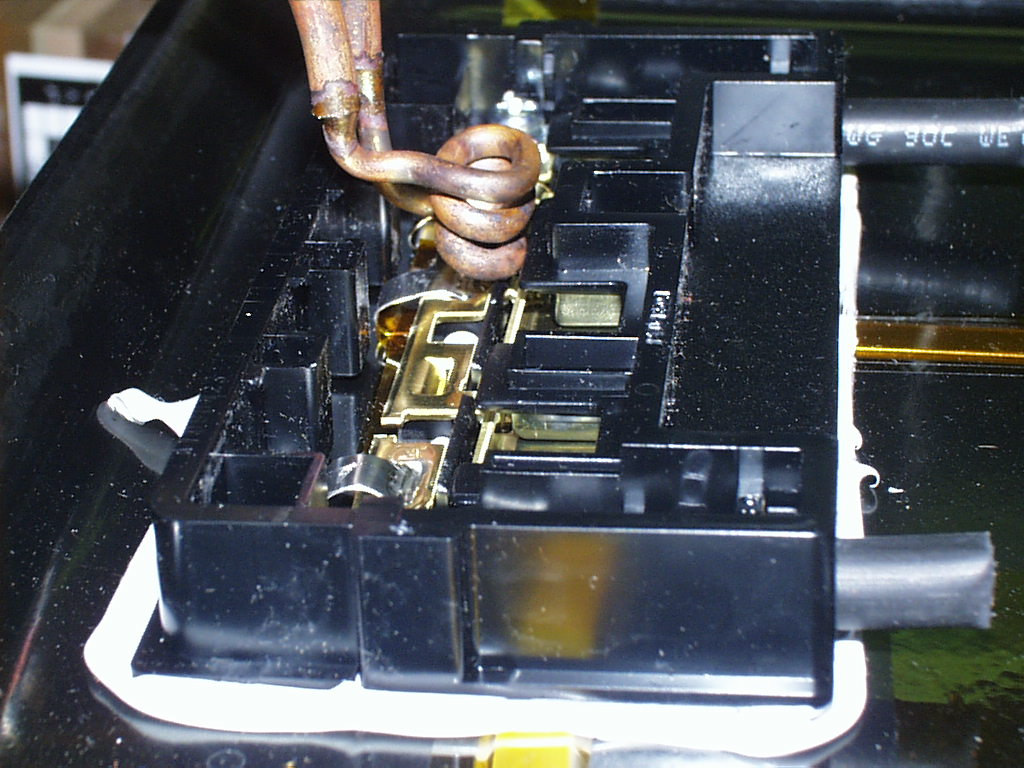
Cel Przylutuj pojedynczo trzy mosiężne złącza w skrzynce przyłączowej panelu słonecznego bez wpływu na komponenty w skrzynce przyłączowej
Materiał Skrzynka przyłączeniowa do panelu słonecznego, złącza mosiężne, drut lutowniczy
Temperatura 700 ºF (371 ºC)
Częstotliwość 344 kHz
Wyposażenie • Nagrzewnica indukcyjna DW-UHF-6 kW, wyposażona w zdalną głowicę roboczą zawierającą jeden kondensator 1.0 μF.
• Nagrzewnica indukcyjna zaprojektowana i opracowana specjalnie do tego zastosowania.
Proces Do podgrzewania złączy używana jest spiralna cewka o owalnym kształcie z trzema zwojami. Kawałek drutu lutowniczego jest umieszczany na obszarze złącza i każde złącze jest podgrzewane osobno przez 5 sekund w celu lutowania złącza. Całkowity czas procesu dla trzech połączeń wynosi 15 sekund.
Wyniki / korzyści Ogrzewanie indukcyjne zapewnia:
• Wyjątkowa dokładność zapewnia nagrzewanie tylko złącza; nie wpływa na otaczające komponenty
• Zlokalizowane ciepło wytwarza czyste i czyste połączenia
• Zapewnia wysokiej jakości, powtarzalne wyniki
• Równomierne rozprowadzanie ciepła