Wstępne podgrzewanie indukcyjne wysokiej częstotliwości dla części gwintowanych
Opis
Cel
Klient podgrzewa różne części, aby można było je następnie gwintować. Celem tego testu jest podgrzanie każdej części do 600 ° F (316 ° C) w mniej niż 30 sekund.
Zakup / sprzedaż sprzętu
Nagrzewnica indukcyjna DW-HF-15kw
 nagrzewnica indukcyjna HF-15
nagrzewnica indukcyjna HF-15Materiały
Przykładowe części zostały dostarczone przez klienta. Obejmowały one:
• Część 1 składa się ze stali magnetycznej o średnicy zewnętrznej 0.375 ”(9.525 mm)
• Część 2 wykonana ze stali magnetycznej o średnicy zewnętrznej 0.5 ”(12.7 mm)
• Część 3 składa się ze stali magnetycznej o średnicy zewnętrznej 0.875 ”(22.225 mm)
• Część 4 wykonana ze stali magnetycznej o średnicy zewnętrznej 1.5 ”(38.1 mm)
• Zastosowano dwie cewki. Cewka 1 do ogrzewania części 4 o średnicy zewnętrznej 1.5 ”(38.1 mm). Wszystkie inne części były podgrzewane za pomocą wężownicy 2.

Kluczowe parametry
Temperatura: około 600 ° F (316 ° C)
Zasilanie:
• Część 1: 1.68 kW
• Część 2: 2.6 kW
• Część 3: 4.74 kW
• Część 4: 3.79 Kw
Czas: mniej niż 30 sekund

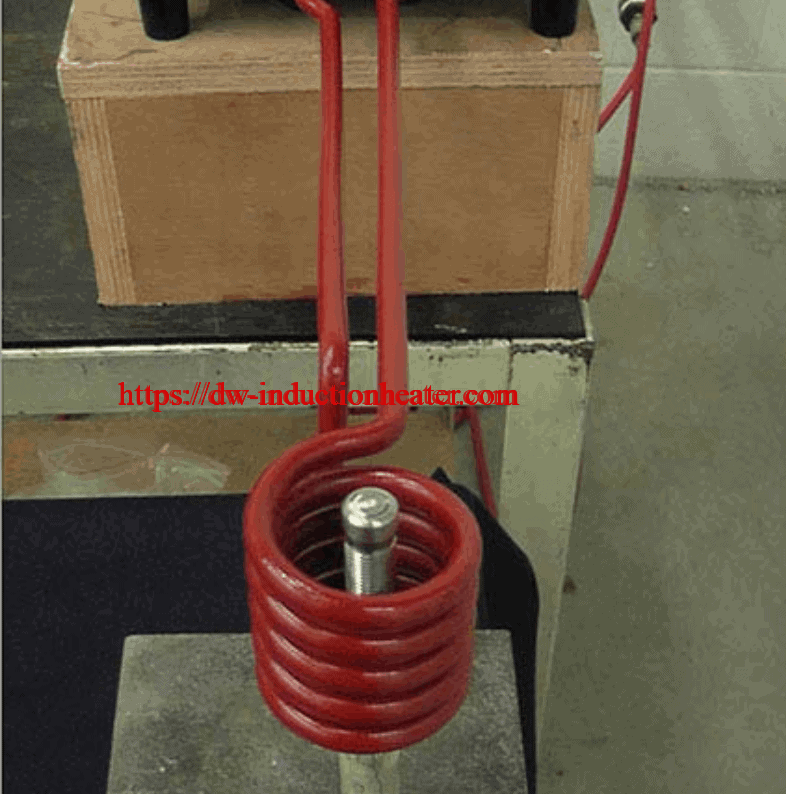
Proces:
Część była wyśrodkowana w cewce.
Zasilanie nagrzewnicy indukcyjnej DW-HF-15kw zostało włączone.
Temperaturę monitorowano za pomocą kamery na podczerwień i farby Tempilaq.
Wszystkie części były w stanie przetestować przy użyciu tych samych ustawień sprzętu. Między cyklami grzewczymi nie były wymagane żadne zmiany poza wymianą cewki w części 4. Jest to spowodowane elastyczną konstrukcją technologii grzania indukcyjnego DW-HF-15kw, która umożliwia dostosowanie systemu ogrzewania indukcyjnego do szerokiego zakresu obciążeń.
Wyniki / korzyści:
Precyzyjna kontrola czasu i temperatury
Moc na żądanie z szybkimi cyklami grzewczymi
Powtarzalny proces, niezależny od operatora, gdy części są ustawione w gnieździe lub urządzeniu