Lutowanie rur miedzianych z indukcją
Opis
Cel
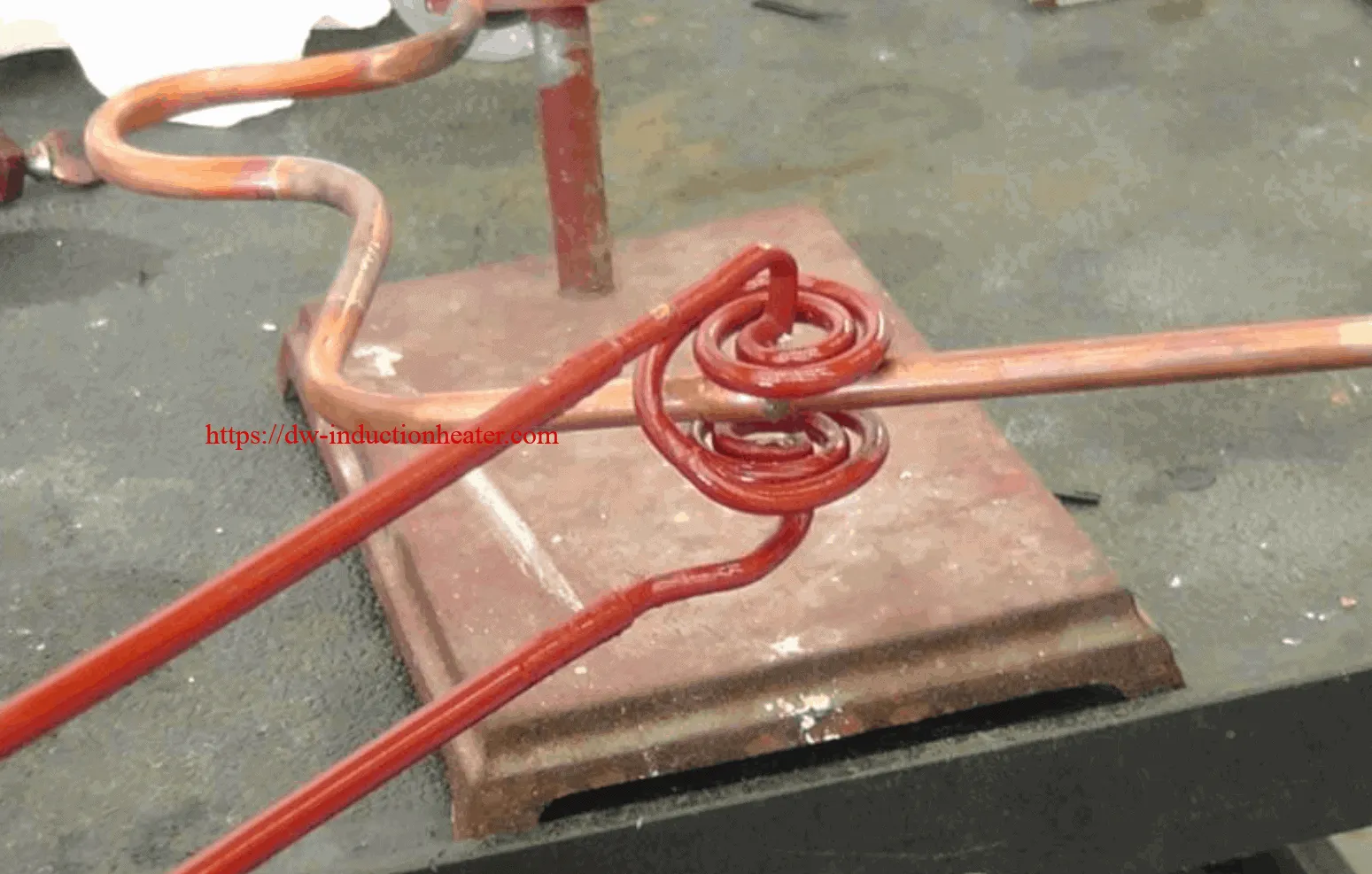
Demonstracja rurki miedziane lutowane indukcyjnie i czasu lutowania przy użyciu systemu DW-UHF-10 kW i dostępnej dzielonej cewki laboratoryjnej

Zakup / sprzedaż sprzętu
Lutownica indukcyjna DW-UHF-10KW
Materiały
• Rurki miedziane - rura ssąca
• Pasta lutownicza
Kluczowe parametry
Moc: 10 kW
Temperatura: około 1500 ° F (815 ° C)
Czas: 5 - 5.2 sek

Proces:
Ponieważ do testu przewidziano tylko jeden zespół, ustawiliśmy obciążenie testowe za pomocą rurki miedzianej o grubości ścianki 5/16 ”, takiej jak jedna rurka przyjmowała drugą na uformowanym otwartym końcu kołnierza. Czas ogrzewania oszacowano na podstawie farby tempilaque do wskazania temperatury. Zespół testowy (wraz z dostarczonymi komponentami) zmontowano z powłoką pasty lutowniczej ze stopu 505 i umieszczono w laboratoryjnej cewce testowej na załączonych zdjęciach). Stwierdzono, że cykl nagrzewania wypływa ze stopu w ciągu 5 - 5.2 sekundy i tworzy połączenie .

Wyniki / korzyści:
- Jak wykazano, model DW-UHF system lutowania indukcyjnego jest w stanie podgrzać zarówno największą, jak i najmniejszą rurę do sekcji rur, aby wykonać połączenie lutowane. Czasy ogrzewania przy użyciu dostępnej cewki testowej mieszczą się w zakresie oczekiwanego czasu nagrzewania produkcji wymaganego przez firmę Electrolux.
- HLQ będzie wymagać pełnego montażu do przeglądu w celu opracowania ostatecznego projektu cewki, który może pomieścić wszystkie 12 połączeń wskazanych na zdjęciu układu. Konieczne jest poznanie i zobaczenie prześwitów między połączeniami rur, które mają być lutowane, a stalową sekcją sprężarki, aby upewnić się, że na stalową obudowę nie ma wpływu powstałe pole RF wytwarzane na cewce obciążającej. Ten ostateczny projekt może wymagać dodania materiałów ferrytowych do cewki, które będą służyć do skupiania pola RF na przewodach miedzianych, a nie na stalowej obudowie.
- Wstępne testy zostały zakończone na DW-UHF-10kW z wykorzystaniem dostępnej cewki laboratoryjnej. Cewka produkcyjna będzie umieszczona w nieprzewodzącej obudowie, która pozwoli operatorowi na jej użycie do umieszczenia cewki na miedzianych przewodach w celu uzyskania dokładnego i pozytywnego miejsca nagrzewania dla procesu lutowania. Konstrukcja cewki produkcyjnej będzie zawierała krótsze przewody niż cewka testowa i będzie skonfigurowana tak, aby poprawić cykle cieplne (krótsze czasy nagrzewania).