



Indukcja ogrzewania reaktora ze stali nierdzewnej
Opis
Ogrzewanie indukcyjne 304 #, 310 #, 316 # czajnik reakcyjny ze stali nierdzewnej, pojemnik ze stali nierdzewnej
Reaktory chemiczne z nagrzewaniem indukcyjnym do reaktorów i czajników, autoklawów, zbiorników procesowych, zbiorników magazynowych i odstojnikowych, wanien, kadzi i kotłów niegazowanych, zbiorników ciśnieniowych, par i przegrzewaczy, wymienników ciepła, bębnów obrotowych, rur, podgrzewanych zbiorników z podwójnym paliwem i zbiorników chemicznych to najbardziej zaawansowane precyzyjne ogrzewanie metoda dostępna dla każdego przetwarzania płynów.
 Tradycyjne metody ogrzewania różnych typów reaktorów wykorzystują w zasadzie drut oporowy, gaz, olej opałowy, biopaliwo lub inne ogrzewanie pośrednie. Prawie wszystkie metody ogrzewania wykorzystują zasadę różnicy temperatur w celu uzyskania wymiany ciepła. Z jednej strony ten tradycyjny proces ogrzewania Energia cieplna będzie marnowana podczas procesu przenoszenia, az drugiej strony wydajność produkcyjna sprzętu zostanie zmniejszona, ponieważ wielkość różnicy temperatur wpłynie na prędkość ogrzewania.
Tradycyjne metody ogrzewania różnych typów reaktorów wykorzystują w zasadzie drut oporowy, gaz, olej opałowy, biopaliwo lub inne ogrzewanie pośrednie. Prawie wszystkie metody ogrzewania wykorzystują zasadę różnicy temperatur w celu uzyskania wymiany ciepła. Z jednej strony ten tradycyjny proces ogrzewania Energia cieplna będzie marnowana podczas procesu przenoszenia, az drugiej strony wydajność produkcyjna sprzętu zostanie zmniejszona, ponieważ wielkość różnicy temperatur wpłynie na prędkość ogrzewania.
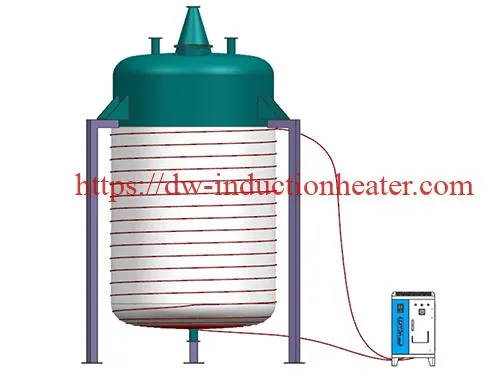
Połączenia elektromagnetyczna nagrzewnica indukcyjna wykorzystuje czajnik reakcyjny jako nośnik i zastępuje tradycyjne ogrzewanie transferowe ogrzewaniem z napędem elektromagnetycznym i bezpośrednio indukuje ogrzewanie korpusu reaktora, dzięki czemu można poprawić prędkość ogrzewania. Jednocześnie cewkę można umieścić na zewnętrznej ścianie f czajnik reakcyjny i urządzenie grzewcze nie ulegną uszkodzeniu z powodu wysokiej temperatury w reaktorze. Jednocześnie podczas procesu nagrzewania nie występuje emisja spowodowana procesem nagrzewania, co rozwiązuje problem niskiej wydajności produkcji tradycyjnych urządzeń grzewczych i konserwacji elementów grzejnych. Częste problemy i zanieczyszczenie środowiska spowodowane spaleniem.
f czajnik reakcyjny i urządzenie grzewcze nie ulegną uszkodzeniu z powodu wysokiej temperatury w reaktorze. Jednocześnie podczas procesu nagrzewania nie występuje emisja spowodowana procesem nagrzewania, co rozwiązuje problem niskiej wydajności produkcji tradycyjnych urządzeń grzewczych i konserwacji elementów grzejnych. Częste problemy i zanieczyszczenie środowiska spowodowane spaleniem.
- Energooszczędność
Ogrzewanie indukcyjne jest ponad 98% wydajne w konwersji energii elektrycznej na ciepło, zapewniając oszczędności energii na poziomie 30% i więcej. - Bezpieczne i niezawodne
W połączeniu z inteligentnym sterowaniem, ogrzewanie indukcyjne eliminuje potrzebę używania otwartego płomienia i mediów grzewczych, zapewniając bezpieczniejszą pracę. - Ekologiczne
Ogrzewanie indukcyjne bez otwartego płomienia nie wytwarza kurzu, zapachów, hałasu i niebezpiecznych gazów, co jest zgodne z wymaganiami Polityki Poszanowania Energii Państwa. - Cyfrowa kontrola
Cyfrowy system sterowania zapewnia dokładną kontrolę temperatury, oferując inteligentną pracę. - Kompaktowa konstrukcja, łatwa konserwacja


Praca IT indukcyjna maszyna grzewcza od 1 KW ~ 500KW. Temperatura grzania 0~650 C. Możemy wykonać odpowiednią nagrzewnicę indukcyjną do różnego typu reaktora.
Zalety ogrzewania indukcyjnego do ogrzewania reacor:
1. Szybka prędkość nagrzewania z wysokim efektem grzewczym
2. Brak fizycznego kontaktu między cewką indukcyjną a ścianą podgrzewanego naczynia
3. Natychmiastowe uruchamianie i wyłączanie; brak bezwładności cieplnej
4. Niskie straty ciepła
5. Precyzyjna kontrola temperatury produktu i ściany naczynia bez przeregulowania
6. Wysoki pobór energii, idealny do sterowania automatycznego lub mikroprocesorowego
7. Strefa zagrożenia bezpieczeństwa lub standardowa eksploatacja przemysłowa przy napięciu sieciowym
8. Jednolite ogrzewanie wolne od zanieczyszczeń przy wysokiej sprawności
9. Niskie koszty eksploatacji 
10. Niska lub wysoka temperatura
11. Prosty i elastyczny w obsłudze
12. Minimalna konserwacja
13. Stała jakość produktu
14. Nagrzewnica jest niezależna i zajmuje minimalną powierzchnię
15. Bezpieczny i stabilny przez 24 godziny pracy i ponad 10 lat życia zawodowego
Konstrukcje nagrzewnic indukcyjnych są dostępne dla metalowych naczyń i zbiorników o większości form i kształtów, od kilku centymetrów do kilku metrów średnicy lub długości. Z powodzeniem można ogrzewać zbiorniki ze stali miękkiej, platerowanej stali miękkiej, litej stali nierdzewnej lub nieżelaznych. Generalnie zalecana jest minimalna grubość ścianki 6 ~ 10 mm.
Połączenia maszyna do wstępnego podgrzewania spoiny indukcyjnej zawierać:
1. indukcyjna moc grzewcza.
2. Nagrzewnica indukcyjna.
3. Przedłuż kabel
4. Termopara typu K i tak dalej.
Ogrzewanie indukcyjne oferuje korzyści niespotykane w innych systemach: lepszą wydajność produkcji zakładu i lepsze warunki pracy bez znaczącej emisji ciepła do otoczenia.
Typowe branże wykorzystujące nagrzewanie procesowe indukcyjne:
• Reaktory i czajniki.
• Powłoki adhezyjne i specjalne.
• Chemia, gaz i olej.
• Przetwórstwo spożywcze.
• Wykończenie metalurgiczne i metalowe i tak dalej.
HLQ Induction Heating Reaktor chemiczny / Producent systemu zbiorników
Mamy ponad 20-letnie doświadczenie w branży nagrzewania indukcyjnego i opracowaliśmy, zaprojektowaliśmy, wyprodukowaliśmy, zainstalowaliśmy i uruchomiliśmy systemy ogrzewania zbiorników i rur w wielu krajach na całym świecie. Ze względu na naturalną prostotę i niezawodność systemu ogrzewania, opcja ogrzewania indukcyjnego powinna być uważana za preferowaną opcję. Ogrzewanie indukcyjne obejmuje wszystkie zalety energii elektrycznej pobieranej bezpośrednio do procesu i przekształcanej w ciepło dokładnie tam, gdzie jest potrzebne. Może być z powodzeniem stosowany do praktycznie każdego naczynia lub systemu rur, który potrzebuje źródła ciepła.

Indukcja oferuje wiele korzyści nieosiągalnych innymi środkami i daje lepszą wydajność produkcji zakładu i lepsze warunki pracy, ponieważ nie ma znaczącej emisji ciepła do otoczenia. System jest szczególnie odpowiedni do ściśle kontrolowanych procesów reakcji, takich jak produkcja żywic syntetycznych w strefie zagrożenia.
Jak każdy Naczynie do ogrzewania indukcyjnego jest dostosowany do indywidualnych potrzeb i wymagań każdego klienta, oferujemy różne rozmiary z różnymi szybkościami nagrzewania. Nasi inżynierowie mają wieloletnie doświadczenie w rozwijaniu konstrukcji niestandardowych indukcyjne systemy grzewcze do szerokiego zakresu zastosowań w wielu gałęziach przemysłu. Grzejniki są zaprojektowane tak, aby dokładnie odpowiadały wymaganiom procesu i są skonstruowane tak, aby można je było szybko zamontować na zbiorniku w naszych zakładach lub na miejscu.
WYJĄTKOWE KORZYŚCI

• Brak fizycznego kontaktu między cewką indukcyjną a ogrzewaną ścianą naczynia.
• Szybkie uruchamianie i wyłączanie. Brak bezwładności cieplnej.
• Niskie straty ciepła
• Precyzyjna kontrola temperatury produktu i ściany naczynia bez przeregulowania.
• Wysoki pobór energii. Idealny do sterowania automatycznego lub mikroprocesorowego
• Strefa niebezpieczna lub standardowa eksploatacja przemysłowa przy napięciu sieciowym.
• Równomierne ogrzewanie wolne od zanieczyszczeń przy wysokiej sprawności.
• Niskie koszty eksploatacji.
• Praca w niskiej lub wysokiej temperaturze.
• Prosty i elastyczny w obsłudze.
• Minimalna konserwacja.
• Stała jakość produktu.
• Samodzielny grzejnik na zbiorniku, co zapewnia minimalne zapotrzebowanie na powierzchnię.
Konstrukcje nagrzewnic indukcyjnych są dostępne tak, aby pasowały do metalowych naczyń i zbiorników o większości form i kształtów, które są obecnie używane. Od kilku centymetrów do kilku metrów średnicy lub długości. Zbiorniki ze stali miękkiej, platerowanej stali miękkiej, litej stali nierdzewnej lub zbiorników nieżelaznych mogą być z powodzeniem ogrzewane. Generalnie zalecana jest minimalna grubość ścianki 6 mm.
Projekty z oceną jednostkową wahają się od 1 kW do 1500 kW. W przypadku systemów ogrzewania indukcyjnego nie ma ograniczeń co do gęstości mocy wejściowej. Wszelkie istniejące ograniczenia są narzucane przez maksymalną zdolność pochłaniania ciepła przez produkt, proces lub właściwości metalurgiczne materiału ściany naczynia.
Ogrzewanie indukcyjne zawiera wszystkie zalety energii elektrycznej pobieranej bezpośrednio do procesu i przekształcanej w ciepło dokładnie tam, gdzie jest potrzebne. Ponieważ ogrzewanie odbywa się bezpośrednio w ściance naczynia w kontakcie z produktem, a straty ciepła są bardzo niskie, system jest bardzo wydajny (do 90%).
Ogrzewanie indukcyjne oferuje wiele korzyści nieosiągalnych innymi środkami i daje lepszą wydajność produkcji zakładu i lepsze warunki pracy, ponieważ nie ma znaczącej emisji ciepła do otoczenia.
Typowe branże wykorzystujące nagrzewanie procesowe indukcyjne:

• Reaktory i czajniki
• Powłoki adhezyjne i specjalne
• Chemia, gaz i olej
• Przetwórstwo spożywcze
• Wykończenie metalurgiczne i metalowe
• Spawanie z podgrzewaniem
• Powłoka
• Ogrzewanie formy
• Montaż i demontaż
• Montaż termiczny
• Suszenie żywności
• Podgrzewanie cieczy w rurociągu
• Ogrzewanie i izolacja zbiorników i naczyń

Układ nagrzewnicy indukcyjnej HLQ w linii może być używany do następujących zastosowań:
• Ogrzewanie powietrza i gazu dla przemysłu chemicznego i spożywczego
• Ogrzewanie gorącym olejem do olejów technologicznych i jadalnych
• Odparowanie i przegrzanie: natychmiastowe podniesienie pary, niska i wysoka temperatura / ciśnienie (do 800ºC przy 100 barach)
Poprzednie projekty zbiorników i podgrzewaczy ciągłych obejmują:

Reaktory i czajniki, autoklawy, naczynia procesowe, zbiorniki magazynowe i odstojnikowe, wanny, kadzie i kotły niegazowane, zbiorniki ciśnieniowe, parowniki i przegrzewacze, wymienniki ciepła, bębny obrotowe, rury, podgrzewane naczynia z podwójnym paliwem
Poprzedni projekt podgrzewacza liniowego obejmował:
Wysokociśnieniowe, super podgrzewane podgrzewacze pary, regeneracyjne podgrzewacze powietrza, podgrzewacze oleju smarowego, podgrzewacze oleju jadalnego i oleju spożywczego, nagrzewnice gazowe zawierające azot, azot, argon i katalityczny gaz bogaty (CRG).
Ogrzewanie indukcyjne jest bezkontaktową metodą selektywnego podgrzewania materiałów przewodzących prąd elektryczny poprzez przyłożenie zmiennego pola magnetycznego do indukcji prądu elektrycznego, zwanego prądem wirowym, w materiale, znanym jako susceptor, a tym samym podgrzanie podstawy. Nagrzewanie indukcyjne jest wykorzystywane w przemyśle metalurgicznym od wielu lat do nagrzewania metali, np. Topienia, rafinacji, obróbki cieplnej, spawania i lutowania. Nagrzewanie indukcyjne jest praktykowane w szerokim zakresie częstotliwości, od częstotliwości linii energetycznej prądu przemiennego tak niskich jak 50 Hz do częstotliwości dziesiątek MHz.
Przy danej częstotliwości indukcji efektywność nagrzewania pola indukcyjnego wzrasta, gdy w obiekcie występuje dłuższa ścieżka przewodzenia. Duże obrabiane elementy mogą być nagrzewane z niższymi częstotliwościami, podczas gdy małe przedmioty wymagają wyższych częstotliwości. Dla obiektu o danej wielkości do ogrzania zbyt niska częstotliwość powoduje nieefektywne ogrzewanie, ponieważ energia w polu indukcyjnym nie generuje pożądanego natężenia prądów wirowych w obiekcie. Z drugiej strony zbyt wysoka częstotliwość powoduje nierównomierne nagrzewanie, ponieważ energia w polu indukcyjnym nie przenika do obiektu, a prądy wirowe są indukowane tylko na powierzchni lub w jej pobliżu. Jednak nagrzewanie indukcyjne konstrukcji metalowych przepuszczalnych dla gazu nie jest znane w stanie techniki.
Procesy znane ze stanu techniki dla reakcji katalitycznych w fazie gazowej wymagają, aby katalizator miał duże pole powierzchni, aby cząsteczki gazu reakcyjnego miały maksymalny kontakt z powierzchnią katalizatora. W procesach ze stanu techniki typowo stosuje się porowaty materiał katalizatora lub wiele małych cząstek katalitycznych, odpowiednio na nośniku, w celu uzyskania wymaganego pola powierzchni. Te procesy znane ze stanu techniki polegają na przewodzeniu, promieniowaniu lub konwekcji, aby zapewnić katalizatorowi niezbędne ciepło. Aby uzyskać dobrą selektywność reakcji chemicznej, wszystkie porcje reagentów powinny mieć jednolitą temperaturę i środowisko katalityczne. Dlatego w przypadku reakcji endotermicznej szybkość dostarczania ciepła musi być możliwie jednorodna w całej objętości złoża katalitycznego. Zarówno przewodzenie, jak i konwekcja, a także promieniowanie, są z natury ograniczone w ich zdolności do zapewnienia niezbędnej szybkości i jednorodności dostarczania ciepła.
Patent GB 2210286 (GB '286), który jest typowy dla stanu techniki, ujawnia osadzanie małych cząstek katalizatora, które nie są elektrycznie przewodzące, na metalowym nośniku lub domieszkowanie katalizatora w celu nadania mu przewodnictwa elektrycznego. Metalowy nośnik lub materiał domieszkowy jest ogrzewany indukcyjnie i z kolei ogrzewa katalizator. Patent ten uczy stosowania rdzenia ferromagnetycznego przechodzącego centralnie przez złoże katalizatora. Preferowanym materiałem na rdzeń ferromagnetyczny jest żelazo krzemowe. Chociaż jest użyteczny w reakcjach do około 600 stopni C, aparat z patentu GB 2210286 ma poważne ograniczenia w wyższych temperaturach. Przepuszczalność magnetyczna rdzenia ferromagnetycznego uległaby znacznemu pogorszeniu w wyższych temperaturach. Według Erickson, CJ, „Handbook of Heating for Industry”, str. 84–85, przenikalność magnetyczna żelaza zaczyna się pogarszać w temperaturze 600 ° C i zmniejsza się skutecznie przy temperaturze 750 ° C, ponieważ w układzie GB '286 pole w złożu katalizatora zależy od przenikalności magnetycznej rdzenia ferromagnetycznego, taki układ nie podgrzewałby skutecznie katalizatora do temperatur powyżej 750 ° C, nie mówiąc już o osiągnięciu wyższych niż 1000 ° C wymaganych do produkcji HCN.
Uważa się również, że aparat z patentu GB 2210286 jest chemicznie nieodpowiedni do wytwarzania HCN. HCN powstaje w wyniku reakcji amoniaku i gazu węglowodorowego. Wiadomo, że żelazo powoduje rozkład amoniaku w podwyższonych temperaturach. Uważa się, że żelazo obecne w rdzeniu ferromagnetycznym i nośniku katalizatora w komorze reakcyjnej GB '286 powodowałoby rozkład amoniaku i raczej hamowałoby, a nie sprzyjało pożądanej reakcji amoniaku z węglowodorem z wytworzeniem HCN.
Cyjanowodór (HCN) jest ważną substancją chemiczną mającą wiele zastosowań w przemyśle chemicznym i wydobywczym. Na przykład HCN jest surowcem do produkcji adyponitrylu, cyjanohydryny acetonu, cyjanku sodu i półproduktów do produkcji pestycydów, produktów rolnych, czynników chelatujących i paszy dla zwierząt. HCN jest silnie toksyczną cieczą wrzącą w temperaturze 26 stopni C i jako taka podlega surowym przepisom dotyczącym pakowania i transportu. W niektórych zastosowaniach HCN jest potrzebny w odległych lokalizacjach, oddalonych od dużych zakładów produkcyjnych HCN. Wysyłka HCN do takich lokalizacji wiąże się z poważnymi zagrożeniami. Produkcja HCN w miejscach, w których ma on być używany, pozwoliłaby uniknąć zagrożeń napotykanych podczas transportu, przechowywania i obsługi. Produkcja HCN na małą skalę na miejscu przy użyciu procesów znanych ze stanu techniki nie byłaby ekonomicznie wykonalna. Jednakże produkcja na miejscu HCN na małą, jak i na dużą skalę jest technicznie i ekonomicznie wykonalna przy użyciu procesów i aparatury według niniejszego wynalazku.
HCN można wytwarzać, gdy związki zawierające wodór, azot i węgiel są łączone w wysokich temperaturach, z katalizatorem lub bez. Na przykład HCN jest zwykle wytwarzany w reakcji amoniaku i węglowodoru, która jest wysoce endotermiczna. Trzy komercyjne procesy wytwarzania HCN to Blausaure aus Methan und Ammoniak (BMA), Andrussow i Shawinigan. Procesy te można rozróżnić na podstawie metody wytwarzania i przenoszenia ciepła oraz tego, czy zastosowano katalizator.
Proces Andrussowa wykorzystuje ciepło wytwarzane przez spalanie gazu węglowodorowego i tlenu w objętości reaktora, aby zapewnić ciepło reakcji. Proces BMA wykorzystuje ciepło wytwarzane w procesie spalania zewnętrznego do ogrzania zewnętrznej powierzchni ścian reaktora, co z kolei ogrzewa wewnętrzną powierzchnię ścian reaktora, a tym samym zapewnia ciepło reakcji. Proces Shawinigana wykorzystuje prąd elektryczny przepływający przez elektrody w złożu fluidalnym, aby zapewnić ciepło reakcji.
 W procesie Andrussowa mieszanina gazu ziemnego (mieszanina węglowodorów o wysokiej zawartości metanu), amoniak i tlen lub powietrze poddaje się reakcji w obecności katalizatora platynowego. Katalizator zazwyczaj składa się z wielu warstw drucianej siatki platynowo-rodowej. Ilość tlenu jest taka, że częściowe spalanie reagentów dostarcza energii wystarczającej do podgrzania reagentów do temperatury roboczej powyżej 1000 ° C, jak również ciepła reakcji potrzebnego do utworzenia HCN. Produkty reakcji to HCN, H2, H2O, CO, CO2 i śladowe ilości wyższych azotynów, które następnie należy oddzielić.
W procesie Andrussowa mieszanina gazu ziemnego (mieszanina węglowodorów o wysokiej zawartości metanu), amoniak i tlen lub powietrze poddaje się reakcji w obecności katalizatora platynowego. Katalizator zazwyczaj składa się z wielu warstw drucianej siatki platynowo-rodowej. Ilość tlenu jest taka, że częściowe spalanie reagentów dostarcza energii wystarczającej do podgrzania reagentów do temperatury roboczej powyżej 1000 ° C, jak również ciepła reakcji potrzebnego do utworzenia HCN. Produkty reakcji to HCN, H2, H2O, CO, CO2 i śladowe ilości wyższych azotynów, które następnie należy oddzielić.
W procesie BMA mieszanina amoniaku i metanu przepływa wewnątrz nieporowatych rur ceramicznych wykonanych z wysokotemperaturowego materiału ogniotrwałego. Wnętrze każdej tuby jest wyłożone lub pokryte cząstkami platyny. Rury są umieszczane w piecu wysokotemperaturowym i ogrzewane zewnętrznie. Ciepło jest odprowadzane przez ceramiczną ściankę do powierzchni katalizatora, która jest integralną częścią ściany. Reakcję typowo prowadzi się w 1300 ° C, gdy reagenty kontaktują się z katalizatorem. Wymagany strumień ciepła jest wysoki ze względu na podwyższoną temperaturę reakcji, duże ciepło reakcji oraz fakt, że koksowanie powierzchni katalizatora może zachodzić poniżej temperatury reakcji, co dezaktywuje katalizator. Ponieważ każda rura ma zwykle około 1 ″ średnicy, potrzeba dużej liczby rur, aby spełnić wymagania produkcyjne. Produkty reakcji to HCN i wodór.

W procesie Shawinigana energia potrzebna do reakcji mieszaniny składającej się z propanu i amoniaku jest dostarczana przez prąd elektryczny przepływający między elektrodami zanurzonymi w złożu fluidalnym niekatalitycznych cząstek koksu. Brak katalizatora, a także brak tlenu lub powietrza w procesie Shawinigana oznacza, że reakcja musi przebiegać w bardzo wysokich temperaturach, zazwyczaj przekraczających 1500 stopni C. Wymagane wyższe temperatury nakładają jeszcze większe ograniczenia na materiały konstrukcyjne procesu.

Chociaż, jak ujawniono powyżej, wiadomo, że HCN można wytwarzać w reakcji NH3 i gazowego węglowodoru, takiego jak CH4 lub C3H8, w obecności metalicznego katalizatora z grupy Pt, nadal istnieje potrzeba poprawy wydajności takie procesy i pokrewne, aby poprawić ekonomikę produkcji HCN, zwłaszcza przy produkcji na małą skalę. Szczególnie ważne jest zminimalizowanie zużycia energii i przebicia amoniaku przy jednoczesnej maksymalizacji szybkości produkcji HCN w porównaniu z ilością użytego katalizatora z metalu szlachetnego. Ponadto katalizator nie powinien negatywnie wpływać na wytwarzanie HCN przez sprzyjanie niepożądanym reakcjom, takim jak koksowanie. Ponadto pożądane jest polepszenie aktywności i żywotności katalizatorów stosowanych w tym procesie. Co istotne, duża część inwestycji w produkcję HCN dotyczy katalizatora z grupy platynowców. Niniejszy wynalazek ogrzewa katalizator bezpośrednio, a nie pośrednio, jak w stanie techniki, i w ten sposób spełnia te cele.
 Jak wspomniano wcześniej, wiadomo, że nagrzewanie indukcyjne o stosunkowo niskiej częstotliwości zapewnia dobrą równomierność dostarczania ciepła przy dużych poziomach mocy do obiektów, które mają stosunkowo długie ścieżki przewodzenia elektrycznego. Dostarczając energię reakcji do endotermicznej reakcji katalitycznej w fazie gazowej, ciepło musi być bezpośrednio dostarczane do katalizatora przy minimalnych stratach energii. Wymogi dotyczące równomiernego i wydajnego dostarczania ciepła do przepuszczalnej dla gazów masy katalizatora o dużej powierzchni wydają się być sprzeczne z możliwościami ogrzewania indukcyjnego. Niniejszy wynalazek opiera się na nieoczekiwanych wynikach uzyskanych z konfiguracją reaktora, w której katalizator ma nową postać strukturalną. Ta forma strukturalna łączy w sobie cechy: 1) efektywnie długiej ścieżki przewodzenia elektrycznego, która umożliwia wydajne bezpośrednie nagrzewanie indukcyjne katalizatora w jednolity sposób, oraz 2) katalizatora o dużej powierzchni; cechy te współpracują w celu ułatwienia endotermicznych reakcji chemicznych. Całkowity brak żelaza w komorze reakcyjnej ułatwia wytwarzanie HCN w reakcji NH3 i gazowego węglowodoru.
Jak wspomniano wcześniej, wiadomo, że nagrzewanie indukcyjne o stosunkowo niskiej częstotliwości zapewnia dobrą równomierność dostarczania ciepła przy dużych poziomach mocy do obiektów, które mają stosunkowo długie ścieżki przewodzenia elektrycznego. Dostarczając energię reakcji do endotermicznej reakcji katalitycznej w fazie gazowej, ciepło musi być bezpośrednio dostarczane do katalizatora przy minimalnych stratach energii. Wymogi dotyczące równomiernego i wydajnego dostarczania ciepła do przepuszczalnej dla gazów masy katalizatora o dużej powierzchni wydają się być sprzeczne z możliwościami ogrzewania indukcyjnego. Niniejszy wynalazek opiera się na nieoczekiwanych wynikach uzyskanych z konfiguracją reaktora, w której katalizator ma nową postać strukturalną. Ta forma strukturalna łączy w sobie cechy: 1) efektywnie długiej ścieżki przewodzenia elektrycznego, która umożliwia wydajne bezpośrednie nagrzewanie indukcyjne katalizatora w jednolity sposób, oraz 2) katalizatora o dużej powierzchni; cechy te współpracują w celu ułatwienia endotermicznych reakcji chemicznych. Całkowity brak żelaza w komorze reakcyjnej ułatwia wytwarzanie HCN w reakcji NH3 i gazowego węglowodoru.
Obliczanie mocy ogrzewania indukcyjnego
Przykład: Reaktor ciśnienia atmosferycznego
Materiał: stal nierdzewna 304
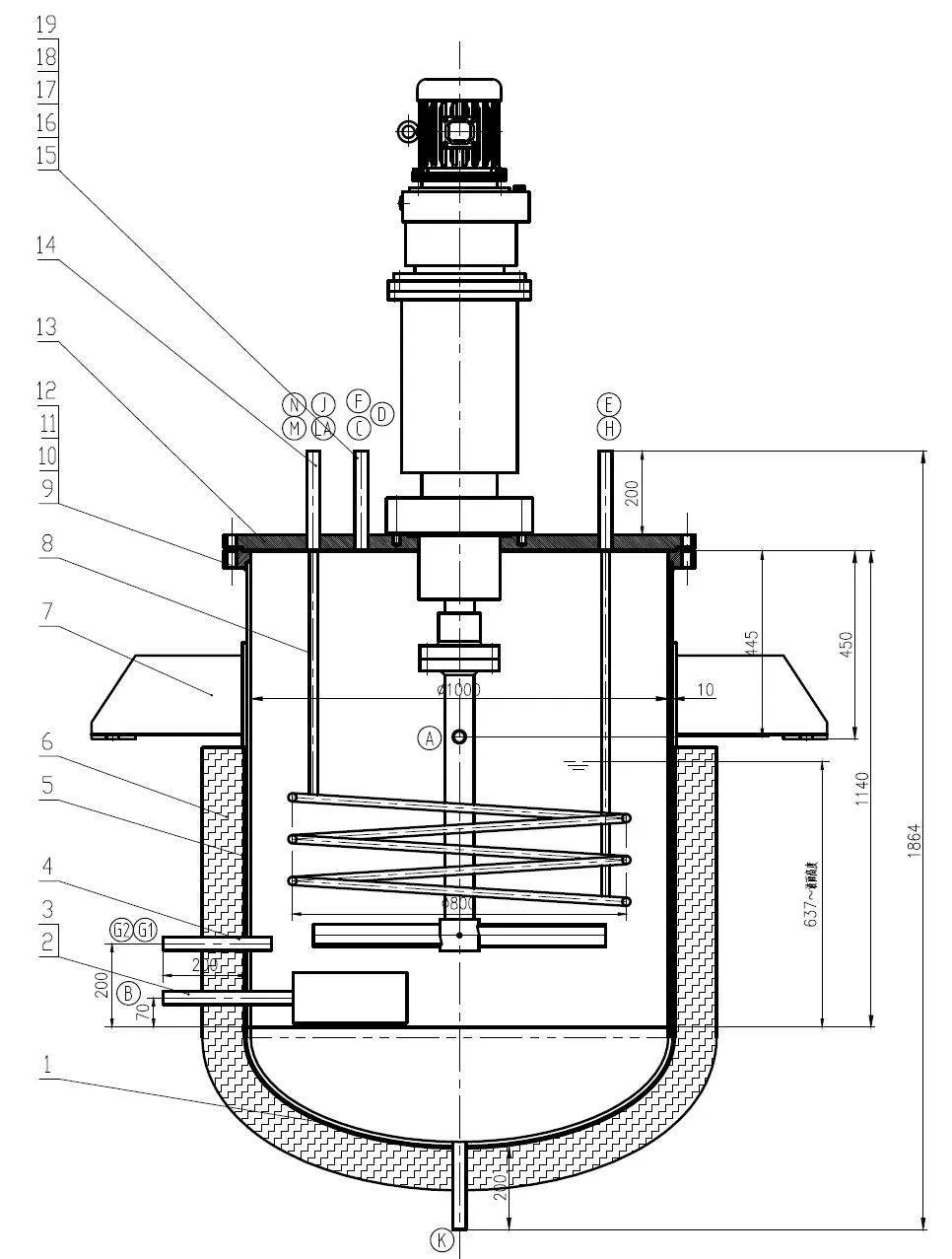
Wymiary: 2m (średnica) * 3m (wysokość)
Grubość ścianki: 8mm
Waga reaktora: 1000 kg (około)
Objętość: 7m3
Masa materiału płynnego: 7t
Ciepło właściwe materiału płynnego: 4200J/kg*ºC
Wymagania: ogrzać od 20ºC do 280ºC w ciągu 3 godzin
Wzór do obliczania ciepła: Q=cm▲t+km
Wzór na obliczenie mocy: ciepło właściwe J/(kg*ºC)×różnica temperatur ºC×masa KG ÷ czas S = moc W
i.e. P=4200J/kg*ºC×(280-20)ºC×7000kg÷10800s=707777W≈708kW
Wnioski
Teoretyczna moc wynosi 708 kW, ale rzeczywista moc jest zwykle zwiększana o 20% ze względu na straty ciepła, czyli rzeczywista moc wynosi 708 kW*1.2–850 kW. Potrzebnych jest siedem zestawów ogrzewania indukcyjnego o mocy 120 kW jako kombinacja.
 Indukcyjne reaktory zbiorników grzewczych
Indukcyjne reaktory zbiorników grzewczych



