


Zespół krzywki ze stali hartowanej indukcyjnie
Opis
Zespół krzywki ze stali hartowanej indukcyjnie
Cel : Hartowanie indukcyjne obwód stalowych zespołów krzywkowych o grubości ¼ ”
Materiał: stalowe zespoły krzywkowe o grubości ¼ ”o różnych geometriach
Temperatura: 1650 ° F (900 ° C)
Częstotliwość: 177 kHz
Zakup / sprzedaż sprzętu

DW-UHF-10kW indukcyjny system grzewczy, wyposażony w zdalną stację grzewczą zawierającą jeden kondensator 1.0 µF i nagrzewnicę indukcyjną zaprojektowaną i opracowaną specjalnie dla tego zastosowania
Przetwarzanie
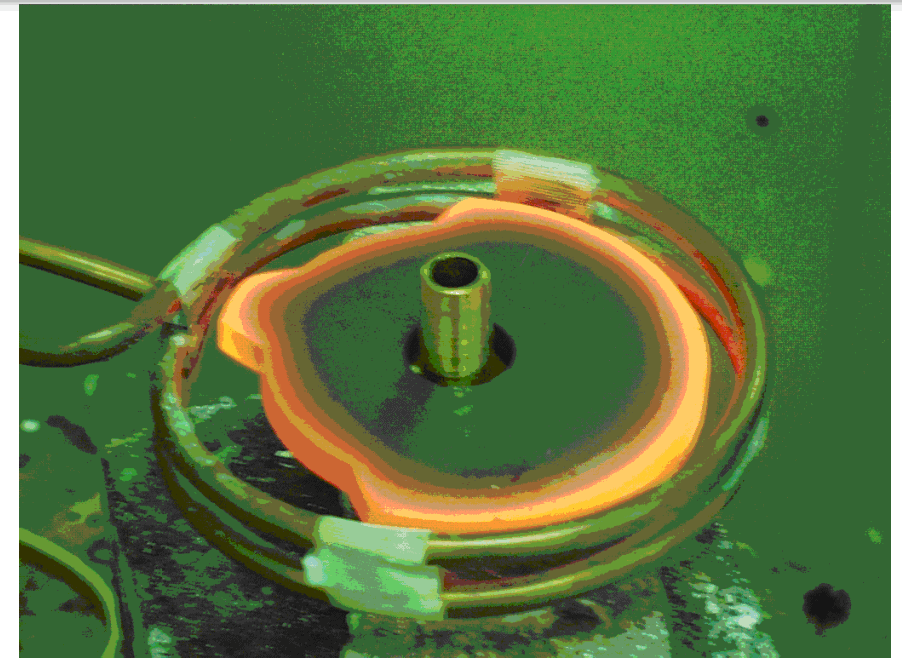
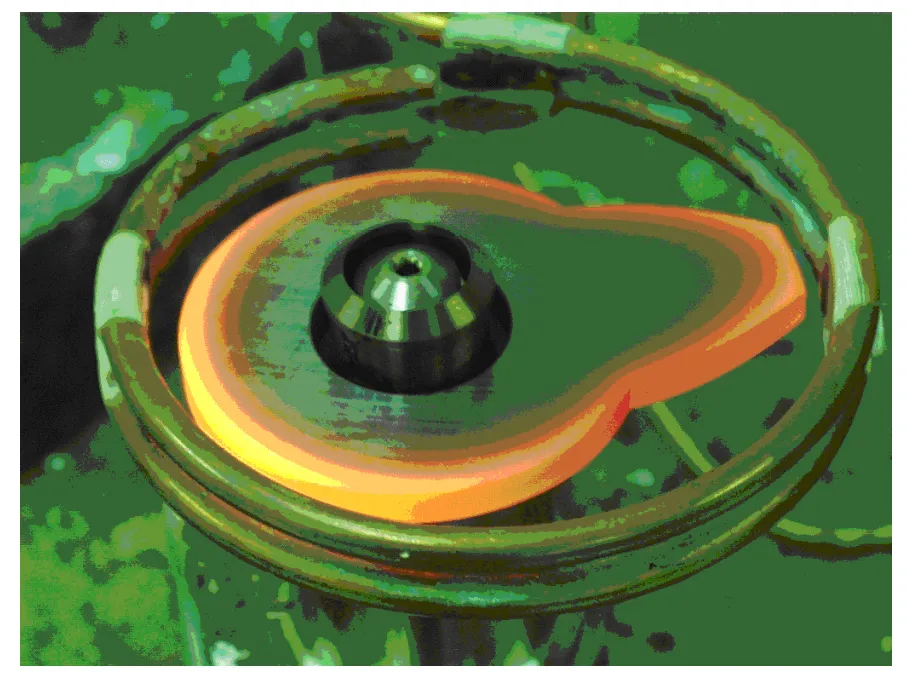
Do podgrzewania krzywek używana jest dwuobrotowa spiralna cewka. Czas ogrzewania waha się od 120-150 sekund. Po podgrzaniu części hartuje się w wodzie.
 Wyniki / korzyści
Wyniki / korzyści
Hartowanie indukcyjne zewnętrzne powierzchnie krzywki z indukcją powodują:
• równomierne ogrzewanie zapewniające jednolite rezultaty
• jedna cewka może być używana do wielu geometrii
• spójne wyniki na każdym etapie
Istnieją tysiące bardzo udanych maszyny do hartowania indukcyjnego które produkują miliony części dostarczanych do różnych segmentów przemysłu. Wśród elementów, które rutynowo poddawane są hartowaniu indukcyjnemu (IH), znajdują się takie części jak wałki rozrządu, wały korbowe, koła zębate, koła zębate, wały napędowe, czopy kulowe, sworznie, listwy zębate, wrzeciona kół, bieżnie łożysk, łączniki, narzędzia robocze, gąsienice do ziemi ruchome maszyny - lista jest w zasadzie nieskończona. Jako przykład, Rysunek przedstawia niewielki zestaw geometrii, które są rutynowo hartowane indukcyjnie.




