lutowanie miedzi do stali nierdzewnej
Opis
Cel
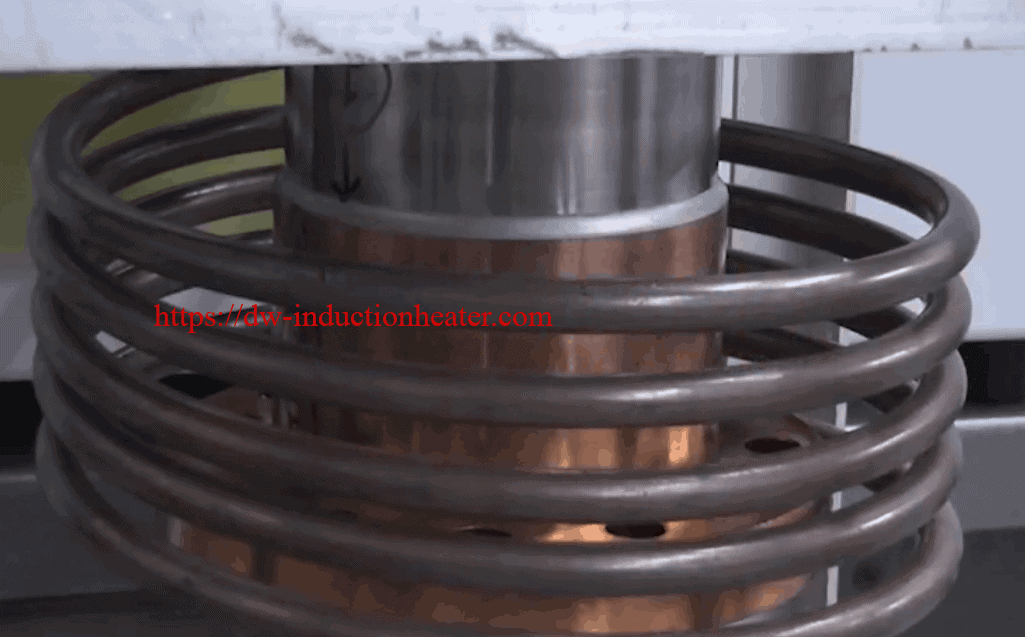
Rura miedziana lutowana indukcyjnie na rurę ze stali nierdzewnej. Pompy i obudowy kriogeniczne.

Zakup / sprzedaż sprzętu
DW-HF-15kw / 25KW / 45KW nagrzewnice indukcyjne

Test 1
Materiały
Pompy i obudowy kriogeniczne - Miedziana nasadka (2 ”(25.4 mm) OD, 3” (76.2 mm) o grubości 0.15 ”(3.81 mm), osadzona na wale ze stali nierdzewnej o głębokości 1.4” (3.81 mm), wał ze stali nierdzewnej (1.7 ”(43.18 mm) OD, 6” (152.4 mm) i przymocowany do większej masy po zakończeniu, 0.1 ”(2.54 mm).)
Zasilanie: 25 XNUMX kW
Temperatura: 1145 ° F + (618 ° C)
Czas: Poniżej 40 sekund

Test 2
Materiały
Pompy i obudowy kriogeniczne - Miedziany rękaw (3.6 ”(91.44 mm) OD, ściana o grubości 0.1” (2.54 mm) o wysokości 2.7 ”(68.5 mm), warga OD 3.8” (96.52 mm) na spodzie o grubości 0.6 ”( 15.2 mm) o grubości około 0.85 ”(21.5 mm), część z krawędzią ma wysokość 3.14” (79.7 mm), wał SS ma głębokość 2.66 ”(67.5 mm), wał SS (3.4” (86.3 mm) OD, 3.2 ”(81.2 mm) ID, ponad 7.5” (190.5 mm) wysokości, ma mniejszą nasadkę i trzon przymocowane na jednym końcu i większą 8 ”(203.2 mm) na drugim)
Zasilanie: 16.06kW
Temperatura: 1145 ° F + (618 ° C)
Czas: 1 minuta 30 sekund do 3 minut
Test 3
Materiały
Pompy i obudowy kriogeniczne - Miedziany rękaw (3.5 ”(88.9 mm) OD, ściana o grubości 0.1” (2.54 mm) o wysokości 2.1 ”(53.3 mm), warga OD 5.3” (134.6 mm) na dole, która wynosi 0.74 ”( 18.7 mm wysokości i grubości około 1 ”(25.4 mm), część z krawędzią ma wysokość 2.8” (71.1 mm), wał ze stali nierdzewnej ma głębokość 2.66 ”(67.5 mm)), wał ze stali nierdzewnej (3.35” (85.0) mm) OD, ID 3.2 mm (81.2 mm), wysokość ponad 7.5 cala (190.5 mm), ma mniejszą nasadkę i trzonek przymocowane na jednym końcu i większą podstawę 5.5 cala (139.7 mm) na drugim)
Zasilanie: 9.09kW
Temperatura: 1145 ° F + (618 ° C)
Czas: około 20 do 30 sekund

Test 4
Materiały
Pompy i obudowy kriogeniczne - Miedziana zaślepka (średnica zewnętrzna 2.7 cala (68.5 mm), wysokość 2.85 cala (72.3 mm), ściana 0.6 cala (15.2 mm), osadzona na wale ze stali nierdzewnej, głębokość 1.4 cala (35.5 mm)), wał ze stali nierdzewnej ( 1.54 "(39.1 mm) OD, grubość ścianki 0.9" (22.8 mm), wysokość 6.5 ″ (165.1 mm) i przymocowana do większej masy po zakończeniu) dodatkowa nasadka ze stali nierdzewnej po drugiej stronie miedzi, 2.44 "(61.9 mm) ) OD, 0.8 cala (20.3 mm) wysokości lub więcej, 0.88 cala (22.35 mm) u góry, wysokość 1.4 cala (35.5 mm), średnica wewnętrzna 0.66 cala (16.7 mm)
Zasilanie: 14kW
Temperatura: 1145 ° F + (618 ° C)
Czas: 1 minuta 50 sekund

Wyniki i wnioski:
Test 1: Test rozpoczął się przy znacznie niższej mocy i zwiększał do 25 kW po 15 sekundach. Lutowanie indukcyjne zakończyło się powodzeniem.
Zaleca się stosowanie ciaśniejszej cewki, która otacza tylko połowę miedzianej nasadki. Spowodowałoby to skoncentrowanie ciepła tylko w miejscu, w którym znajduje się stop i powinno skrócić czas ogrzewania.
Test 2: Test został przeprowadzony z przewymiarowaną cewką z powodu problemów z luzem spowodowanych przez krawędź części. Przybliżony czas pełnego cyklu wynosi od 20 do 30 sekund. Wydawało się, że niższa częstotliwość jest korzystna dla aplikacji, ponieważ powoduje penetrację pola głębiej poza miedź i do samej stali, co skutkuje krótszymi czasami nagrzewania.
Test 3: Test przeprowadzono przy mocy 14 kW, aby zasymulować cykl czasowy niezbędny dla naszego DW-HF-15KW indukcyjny system grzewczy. Ta część będzie wymagała najdłuższego czasu nagrzewania ze względu na masę miedzi. Czasy nagrzewania można skrócić, stosując większy zasilacz.
Czasy nagrzewania dla wszystkich testów można poprawić, optymalizując nagrzewnice indukcyjne dla określonych części i przez obniżenie częstotliwości. Zdecydowanie zaleca się kontroler temperatury i pirometr, aby nie dopuścić do uszkodzenia części w przypadku zastosowania większego układu indukcyjnego. W przypadku korzystania z systemu ogrzewania indukcyjnego 15 kW nadal zalecany jest regulator temperatury i pirometr, ale ryzyko uszkodzenia części jest zmniejszone.




