Indukcyjne nagrzewanie drutu sprężynowego i proszku nylonowego
Stakowanie na ciepło obejmuje używanie nagrzewania indukcyjnego w procesach, w których tworzywa sztuczne zmieniają stan ze stałego w ciekły. Jednym z powszechnych zastosowań tego zastosowania jest wciskanie części metalowej do części z tworzywa sztucznego. Metal jest podgrzewany za pomocą indukcji do temperatury wyższej niż temperatura rozpływu tworzywa sztucznego. W niektórych przypadkach metal może zostać wciśnięty w tworzywo sztuczne przed wystąpieniem ogrzewania; lub metal może zostać podgrzany przed wciśnięciem do tworzywa sztucznego, powodując ponowne płynięcie tworzywa podczas wciskania części (znane również jako ponowne płynięcie tworzywa). Ogrzewanie indukcyjne może być również stosowane we wtryskarkach do tworzyw sztucznych. Ogrzewanie indukcyjne poprawia efektywność energetyczną procesów wtrysku i wytłaczania. Ciepło jest generowane bezpośrednio w beczce maszyny, co skraca czas nagrzewania i zużycie energii.
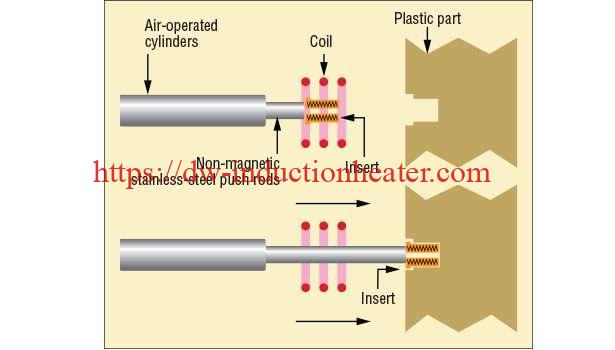 Wkładanie metalu do tworzywa sztucznego polega na podgrzaniu gwintowanej metalowej wkładki do temperatury powyżej punktu ponownego płynięcia tworzywa sztucznego i wciśnięciu jej w część z tworzywa sztucznego. Proces wymaga szybkiego, precyzyjnego, powtarzalnego podgrzewania. Zmiękczenie gwintów wewnętrznych jest wynikiem długich procesów nagrzewania.
Wkładanie metalu do tworzywa sztucznego polega na podgrzaniu gwintowanej metalowej wkładki do temperatury powyżej punktu ponownego płynięcia tworzywa sztucznego i wciśnięciu jej w część z tworzywa sztucznego. Proces wymaga szybkiego, precyzyjnego, powtarzalnego podgrzewania. Zmiękczenie gwintów wewnętrznych jest wynikiem długich procesów nagrzewania.
Ogrzewanie indukcyjne zapewnia precyzyjną kontrolę temperatury, aby zapewnić spójny wynik z wysokiej jakości wynikami. Sprzęt można zaprogramować na określony poziom mocy i czas nagrzewania, eliminując zmienność operatora i poprawiając powtarzalność procesu.
 Cel: Aby podgrzać końce drutu sprężynowego 0.072″, oddalone od siebie o 1/2″, równomiernie w celu nałożenia proszku nylonowego na 1″ długości końca. Po podgrzaniu do 7000F, proszek nylonowy łączy się z drutem, tworząc powłokę ochronną. Fiszbiny mają za sobą historię przebijania się przez wspierającą odzież i drapania użytkownika. Dzięki dodaniu ochronnej powłoki nylonowej na końcach drutu można uniknąć tej niewygodnej sytuacji.
Cel: Aby podgrzać końce drutu sprężynowego 0.072″, oddalone od siebie o 1/2″, równomiernie w celu nałożenia proszku nylonowego na 1″ długości końca. Po podgrzaniu do 7000F, proszek nylonowy łączy się z drutem, tworząc powłokę ochronną. Fiszbiny mają za sobą historię przebijania się przez wspierającą odzież i drapania użytkownika. Dzięki dodaniu ochronnej powłoki nylonowej na końcach drutu można uniknąć tej niewygodnej sytuacji.
Materiał: Drut sprężynowy i proszek nylonowy
Temperatura: 370 ℃
Podanie: Połączenia DW-UHF-6KW-III wyjście półprzewodnikowe Indukcyjne zasilanie ogrzewania wraz z unikalną pięcioma (5) zwojami wydłużonej spirali spiralnej zastosowano następujące wyniki:
- 370 ℃ osiągnięto w dwunastosekundowym (12) cyklu maszynowym.
- Jednolita powłoka powstała w wyniku równomiernego nagrzewania dzięki unikalnej pięcio (5) zwojowej wydłużonej spiralnej cewce.
- W unikalnej cewce roboczej jednocześnie ogrzewano dwanaście (12) próbek drutu.
Ekwipunek: DW-UHF-6KW-III wyjściowy półprzewodnikowy zasilacz indukcyjny, w tym jedna (1) zdalna stacja cieplna zawierająca dwa (2) kondensatory o łącznej wartości 0.66 µF i unikalną pięcio (5) zwojową wydłużoną spiralną cewkę o szerokości 2 1/2″, 8 1/ 2 cale długości i 2 3/4 cala wysokości, z dwoma dolnymi zwojami skierowanymi w dół na końcach.
Częstotliwość: 258 kHz
indukcyjne tyczenie na gorąco dla drutu sprężynowego i proszku nylonowego