Indukcyjna końcówka do formowania termicznego Głowica cewnika z jednostkami grzewczymi o wysokiej częstotliwości IGBT
Cel Podgrzać chłodzony wodą stalowy trzpień do 700 ° F (371 ° C), aby uformować wysokiej jakości końcówkę cewnika teflonowego.
Teflonowe rurki z materiału, montaż trzpienia
Temperatura 600-700 ° F (315-371ºC)
Częstotliwość 376 kHz
Wyposażenie • Nagrzewnica indukcyjna DW-UHF-6 kW, wyposażona w zdalną głowicę roboczą zawierającą jeden kondensator 0.66 μF.
• Nagrzewnica indukcyjna zaprojektowana i opracowana specjalnie do tego zastosowania.
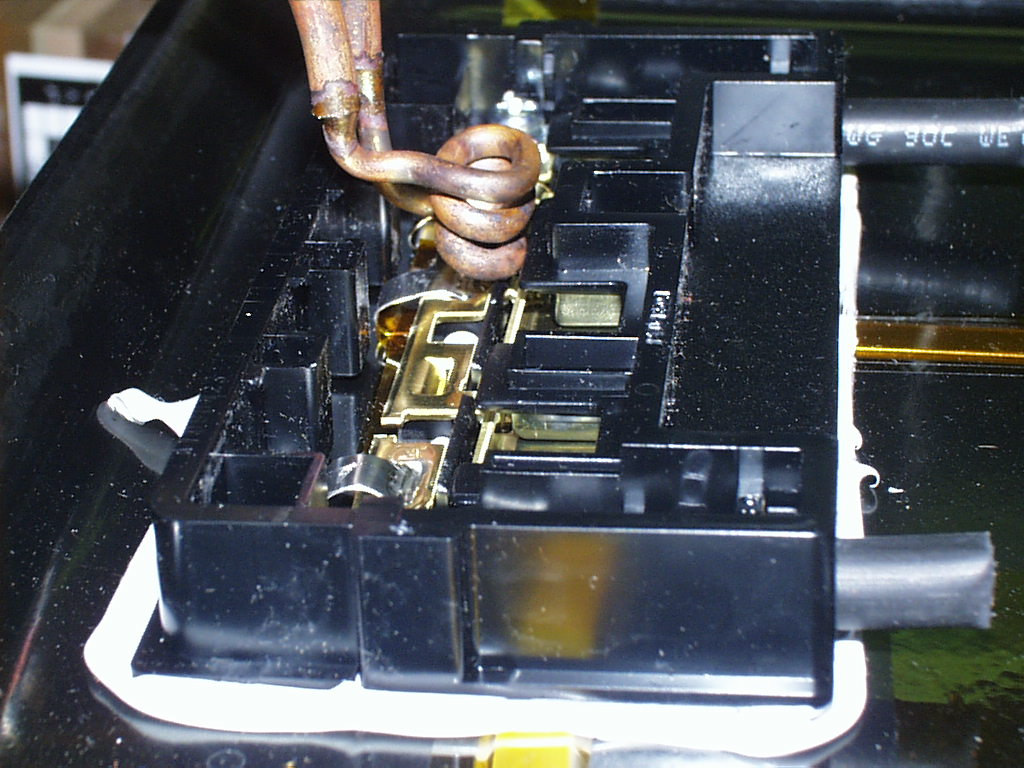
Proces Dwuobrotowa cewka jest używana do podgrzania stalowego trzpienia do 660ºF (371ºC) w 2.7 sekundy. Aby uformować końcówkę cewnika, moc o częstotliwości radiowej jest przykładana, gdy cewnik jest utrzymywany nad trzpieniem. Rurkę następnie wciska się na trzpień, tworząc spójną, równą końcówkę.
Wyniki / korzyści Ogrzewanie indukcyjne zapewnia:
• Precyzyjne, powtarzalne stosowanie ciepła
• Bezdotykowe ogrzewanie
• Szybsze czasy cyklu